
















 了解更多信息
了解更多信息

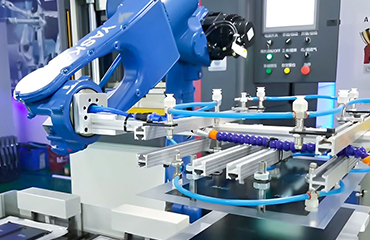
Part 1 產品特點







01.
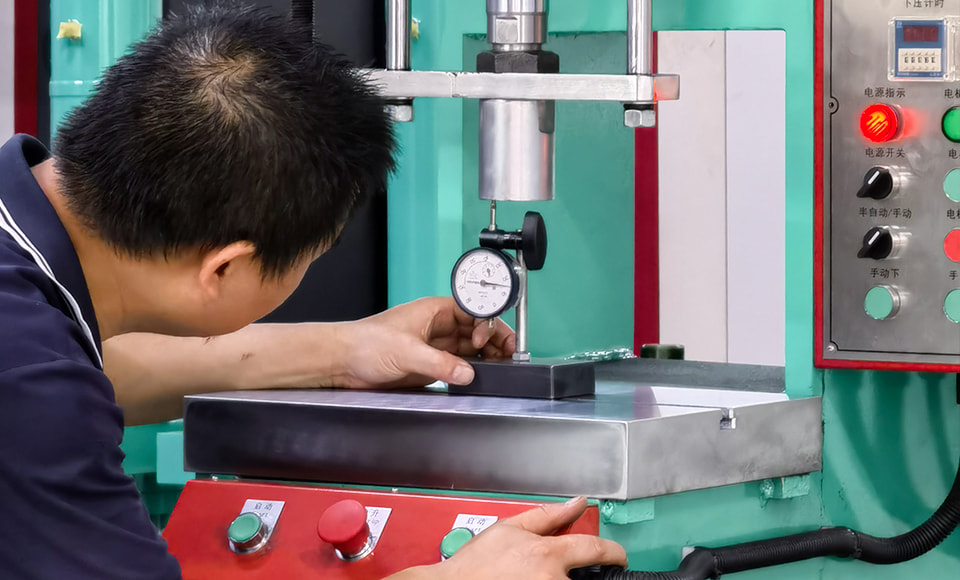
定位,絲毫不差
采用高精密位移傳感器檢測,機械式限位
重復定位精準度高,可達+0.01mm

02.
界面操作,隨心所欲
觸摸電子屏顯示
人性化系統設計,壓力,位置,速度可以任意調節

03.
讓交付更快,生產周期節約20%時間
采用高精密位移傳感器檢測,機械式限位
單個產品壓制工作循環4~5秒
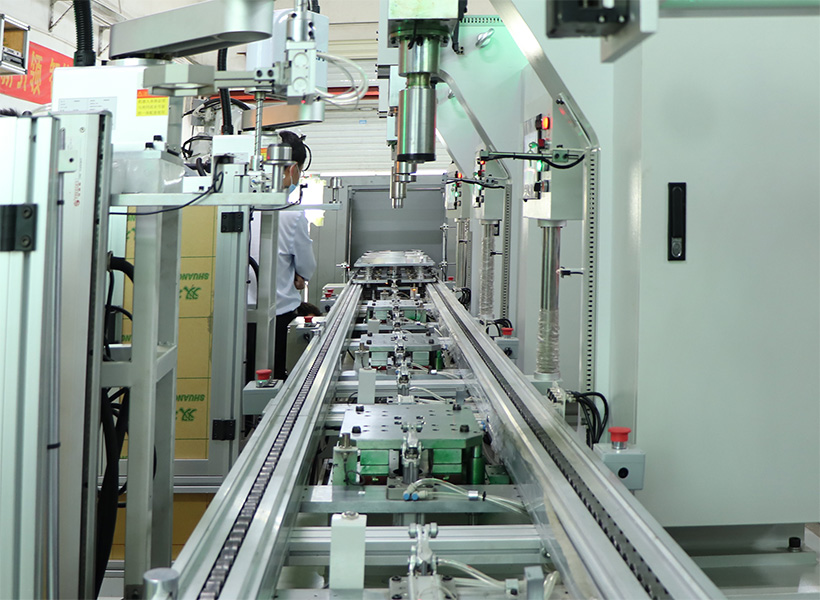
Part 2 產品結構
洗衣機滾筒軸承油封自動壓裝線產品構成清單-
□ 軸承壓裝機
-
□ 油封壓裝機
-
□ 四軸機器手
-
□ 機器人
-
□ 氣缸/夾爪
-
□ 軸承上料臺
-
□ 油封上料臺
-
□ 模組
-
□ 壓力傳感器
-
□ 升降托板組件
-
□ 工裝板組件
-
□ 倍速鏈
-
□ CCD檢測
-
□ 二次定位臺
-
□ 工裝檢測機
-
□ 旋轉注脂機

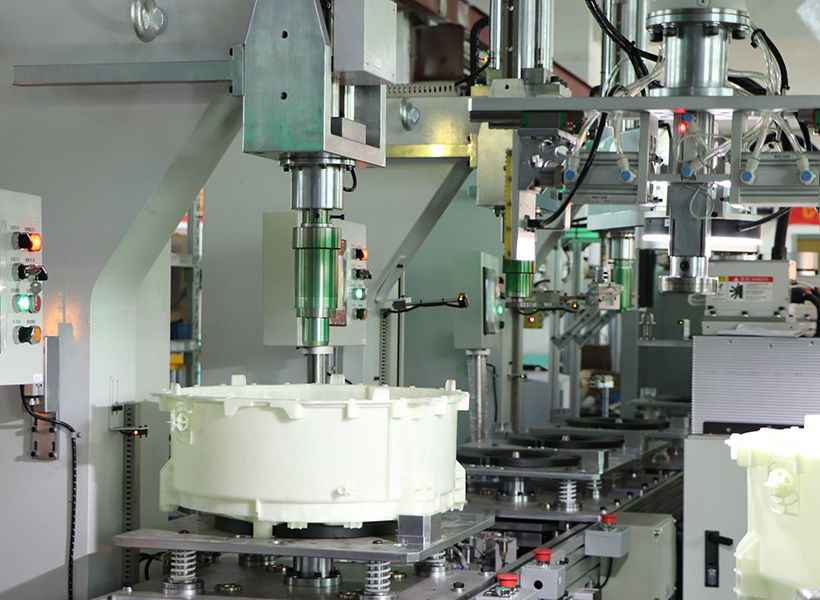
Part 3 產品特性
1、產線只需人工定時加料,對于不同滾筒需更換上壓頭及定位托板,最大化的降低了客戶人工成本。
2、不同的產品定位需要不同的滾筒托板配合粗定位銷來定位產品,定位根據實際產品做出相匹配的定位托板。
3、客戶確保不同產品上料的中心位置(軸承座中心)都在一個位置。
4、工裝板組件運動到一定位置,阻擋氣缸上升工裝板部件不動,升降托板氣缸頂起銷釘定位好工裝板組件,主缸下壓到一定位置后定位軸升降氣缸將小軸承頂起導入到軸承座邊沿(軸承座有倒角),之后主缸將小軸承壓入到設定的位置。
5、工裝板組件運動到一定位置,阻擋氣缸上升工裝板部件不動,升降托板氣缸頂起銷釘定位好工裝板組件,當小軸承定位軸滑入小軸承后代表定位完成,主缸下壓(小軸承外圈受力)入到設定的位置后退回。
6、人工將軸承或油封每組先擺放好,模組向上移動將軸承移動到取料位置,夾爪將軸承或油封取至指定位置,一組定位軸上的軸承或油封沒有后分割器轉至下工位,軸承和油封上料一樣。
2、不同的產品定位需要不同的滾筒托板配合粗定位銷來定位產品,定位根據實際產品做出相匹配的定位托板。
3、客戶確保不同產品上料的中心位置(軸承座中心)都在一個位置。
4、工裝板組件運動到一定位置,阻擋氣缸上升工裝板部件不動,升降托板氣缸頂起銷釘定位好工裝板組件,主缸下壓到一定位置后定位軸升降氣缸將小軸承頂起導入到軸承座邊沿(軸承座有倒角),之后主缸將小軸承壓入到設定的位置。
5、工裝板組件運動到一定位置,阻擋氣缸上升工裝板部件不動,升降托板氣缸頂起銷釘定位好工裝板組件,當小軸承定位軸滑入小軸承后代表定位完成,主缸下壓(小軸承外圈受力)入到設定的位置后退回。
6、人工將軸承或油封每組先擺放好,模組向上移動將軸承移動到取料位置,夾爪將軸承或油封取至指定位置,一組定位軸上的軸承或油封沒有后分割器轉至下工位,軸承和油封上料一樣。
更多自動化裝配產線供選






 企業公眾號
企業公眾號

