















了解我們,從點滴開始
鑫臺銘的精彩,我們共同見證

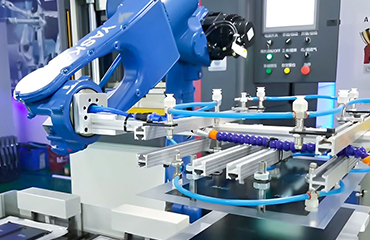
東莞伺服壓力機在PCB板壓裝上的應用
2022-08-11 16:17:24
鑫臺銘東莞伺服壓力機在PCB線路板裝配上的應用:---鑫臺銘提供。
伺服壓裝系統通常由一個壓裝模塊也稱為“壓裝主軸”,一個伺服放大器和一個力位移評估單元組成。同時配備過程監控系統用于過程質量監控。系統基于力和位移傳感器提供的數據,評估并記錄壓裝和裝配工藝過程中產生的力位移情況(XY曲線)。除過程監控外,還可對工藝過程進行實時控制。為此,伺服壓裝系統提供如下標準功能:壓裝力控制、斜率和拐點檢測,以及基于信號或位置的壓裝功能。
伺服壓裝系統組件:
1、伺服電動缸。
2、伺服電機。
3、智能控制系統:PLC控制系統。
4、大屏顯示:壓裝力與位移全過程曲線顯示。
5、安全光柵。

判別功能:
1) 區間檢測---在“位置起點”和“位置終點”范圍內,比較實時壓力值同設定的壓力上限值比較,超過上限值報錯,區間范圍內max的壓力值同設定的壓力下限值比較,小于壓力下限值報錯。
2) 點檢測---可以設置5個位置點的壓力范圍判定。
3) 位置范圍檢測---壓力模式下,判斷當前的位置是否在設定位置上下限范圍內。
東莞伺服壓力機壓裝力不能過小否則可能虛接不良,壓裝力不能過大否則能被壓裝變形造成虛接。壓入后在PCB板另一端凸起高度必須在工藝要求范圍內。這就要求在裝配過程中能夠在能力范圍內的最短時間捕捉到最多的力和位移數據,并能以非常高的速度去響應控制。易久伺服壓機作為整套集成系統,完全可以滿足高速采集頻率的要求及快速響應速度的要求。
PCB板的壓裝主要是pin針,現在的主要工藝叫press-fit,類似卡扣的一個魚眼結構,卡到PCB板或者連接器上去。Pin針的壓裝過程是要監控pin針的卡扣是不是卡到位。A點是卡扣卡入的最大力點,從開始到達A點的過程相當于卡扣卡入的過程。卡扣處于縮緊狀態,到達A點后卡扣張開,張開后作用力下降,然后趨于平穩,再往下的話到達一個限位,到達限位力的曲線就會陡然上升。
1、具備針腳異常檢測功能。
2、壓頭高度測試功能,實時監控Z軸移動的偏差。
3、壓力曲線控制,監控壓力對距離的變動率。
4、可實現連接器與PCB板表面的緊配合度實現控制。
5、具備壓力曲線自動保存,分析軟件包。
6、具備手動教導功能,PCB移動帶氣浮支撐。
7、光柵感應安全保護裝置,治具定位。
8、可與MES數據接口導入數據功能。
9、具備在線和離線編程功能。
伺服壓機控制器實現控制過程的數據傳輸;液晶觸摸屏作為用戶操作界面,實現壓入壓力值、位移值的設定、顯示壓裝過程中位移與壓力變化曲線,壓裝過程壓力變化監測。A階段表示壓機壓頭剛好與零件或者壓裝輔具接觸,B階段表示壓機把零件已經壓裝到位,但是從壓裝壓力-壓裝位移圖上可以看出來,零件壓裝到位后,位移不再變化,而壓裝壓力在不斷地增大,在這種情況下,如果壓裝壓力超過零部件承受的壓力,存在壓潰零部件風險,特別是變速器軸承的壓裝過程。在這種情況下,我們得采取措施對壓裝過程進行控制,保證產品零部件裝配質量。
第一,我們要監控B點接觸點的力,前面講過如果接觸點的力對中不好,接觸點力太大的話會把pin針壓歪;
第二,A點卡扣卡到位的點最大力是多少。此點是用來確認卡扣是否卡緊的狀態。
第三,我們除了看力,還要看位移。在這我們不是看絕對位移,而是要看A點和B點接觸位置的位移差。位移差和pin結構設計是一一對應的。正常來講,我的結構的設計就是從pin針的底部到中間某一個位置正好是它卡到位的距離的深度,所以我要監控這兩個位移的差。我們只有確定了這兩個力匹配了,位移匹配了,才認為卡扣真正的卡到位了。而不是說最大力位置有異物,或者放斜了壓裝產生的最大力的情況。
東莞伺服壓力機通過軟件編程運動過程控制,傳輸到數控應用模塊,再通過伺服驅動器驅動伺服電機的運動,經過傳動裝置實現輸出端的運動控制。壓軸壓出后壓力傳感器通過形變量反饋模擬量信號,經過放大、模數轉換,變成數字量信號輸出到PLC,實現壓力監控;通過伺服電機解析編碼器反饋位置信號,實現位置監控。
電子伺服壓裝機優勢:
1、具備在線壓裝質量管理功能,檢測判定工件配合要求,實時去除不良品。
2、可實現精確的速度,位移和壓力控制。
3、具有壓裝作業過程數據記錄功能,保證產品制造數據的可追溯性。
4、具備自動補償功能,實現油壓機及增壓氣缸無法實現的壓裝控制。
5、可以實現一機多用柔性組線壓裝時工裝無須設置硬限位。更換產品共線生產,只需調用相應的壓裝程序;節約精密工裝成本,提高工作效。
6、具備以太網(可選擇項目)、PC通訊 、I/O控制功能。
7、可以作為試驗機,幫助優化工件公差配合工藝參數,檢驗壓裝質量。
上一篇:東莞伺服壓力機提高質量 高效 透明化生產 下一篇:復合材料 碳纖維 玻纖真空熱壓成型機您也可以查詢相關Tags: 東莞伺服壓力機
 企業公眾號
企業公眾號

